

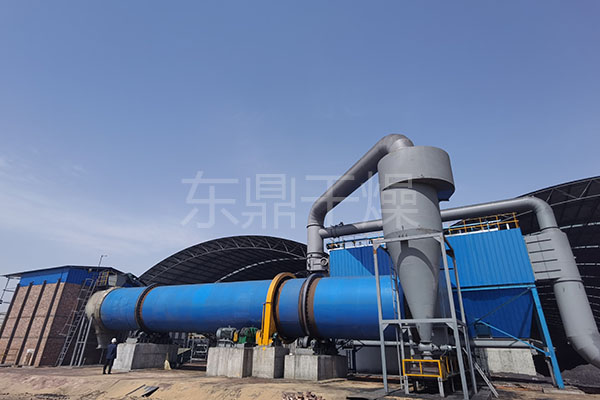
煤泥烘干机上料系统输送带的运行基本要求及跑偏的原因措施
发布时间:2012-08-23文章来源:
如果您正在寻找相关产品或有任何问题,可随时拨打我公司销售热线:19900970336 或点击在线咨询 在线交谈
今天东鼎干燥为大家分析针对煤泥烘干机上料系统输送带的运行过程中跑偏的原因及预防措施
对于平皮带机的输送带运行的基本要求是不跑偏。
输送带跑偏的原因及防止措施:
输送带运行时,横向偏离设计限定的中央位置即为跑偏。跑偏会使输送带与箱体摩擦增大,造成输送带边胶磨损,功率消耗增加,还可能引起物料下落导致运行不正常。
(一)煤泥烘干机上料系统输送带跑偏的原因
引起输送带跑偏的原因有很多,它与皮带机的制造质量,安装质量,操作水平等有关。归纳起来,主要原因有:
(1)滚筒表面粘有杂物,致使滚筒两端直径不等;
(2)两滚筒的轴线不平行或输送带接头不正,造成输送带两侧边松紧程度不同;
(3)喂料装置不合理或喂料不均匀,载荷不对中(偏载);
(4)输送带在卸料装置处受到较大的横向力;
(5)滚筒轴线水平度不够;
(二)防止煤泥烘干机上料系统输送带跑偏的措施
提高操作水平,同时还应装设防偏托辊,使跑偏的输送带能自动恢复。
在实际生产中,发生严重跑偏时,应检查滚筒的平行度,通过调整滚筒轴承的位置,改变输送带两侧的松紧差异,将输送带调整到正常位置。
皮带机对装料的要求:
1、将物料装到输送带中央,以免偏载引起输送带跑偏,落料;
2、物料落入输送带时,速度方向尽量与输送带运行方向一致,使法向分速度尽量接近输送带速度;
3、物料进入输送带时的落差要尽可能小,料流要稳定。
郑州市东鼎干燥设备有限公司是国内专业从事煤泥烘干机、褐煤烘干机、煤炭烘干机、矿渣烘干机、滚筒烘干机、烘干机研发制造的专业生产厂家,为您提供干燥系统工艺设计、项目价格预算、成本分析、安装调试、技术改造系列化服务。
对于平皮带机的输送带运行的基本要求是不跑偏。
输送带跑偏的原因及防止措施:
输送带运行时,横向偏离设计限定的中央位置即为跑偏。跑偏会使输送带与箱体摩擦增大,造成输送带边胶磨损,功率消耗增加,还可能引起物料下落导致运行不正常。
(一)煤泥烘干机上料系统输送带跑偏的原因
引起输送带跑偏的原因有很多,它与皮带机的制造质量,安装质量,操作水平等有关。归纳起来,主要原因有:
(1)滚筒表面粘有杂物,致使滚筒两端直径不等;
(2)两滚筒的轴线不平行或输送带接头不正,造成输送带两侧边松紧程度不同;
(3)喂料装置不合理或喂料不均匀,载荷不对中(偏载);
(4)输送带在卸料装置处受到较大的横向力;
(5)滚筒轴线水平度不够;
(二)防止煤泥烘干机上料系统输送带跑偏的措施
提高操作水平,同时还应装设防偏托辊,使跑偏的输送带能自动恢复。
在实际生产中,发生严重跑偏时,应检查滚筒的平行度,通过调整滚筒轴承的位置,改变输送带两侧的松紧差异,将输送带调整到正常位置。
皮带机对装料的要求:
1、将物料装到输送带中央,以免偏载引起输送带跑偏,落料;
2、物料落入输送带时,速度方向尽量与输送带运行方向一致,使法向分速度尽量接近输送带速度;
3、物料进入输送带时的落差要尽可能小,料流要稳定。
郑州市东鼎干燥设备有限公司是国内专业从事煤泥烘干机、褐煤烘干机、煤炭烘干机、矿渣烘干机、滚筒烘干机、烘干机研发制造的专业生产厂家,为您提供干燥系统工艺设计、项目价格预算、成本分析、安装调试、技术改造系列化服务。
上一篇:设备的正确操作规程 下一篇:褐煤烘干机设备现场起吊工艺操作指南



 电话咨询
电话咨询