

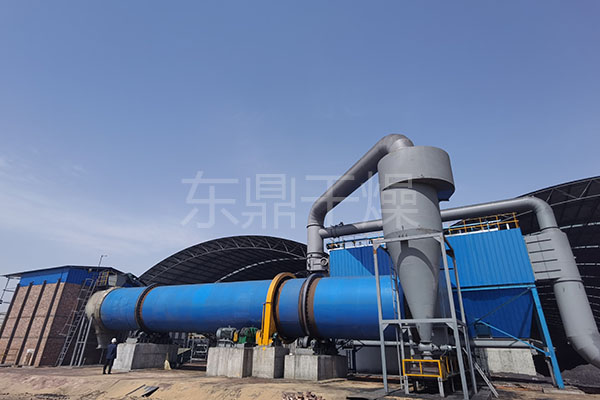
品质立业之在制作煤泥烘干机过程中焊工施焊时的注意事项
发布时间:2014-09-24文章来源:
如果您正在寻找相关产品或有任何问题,可随时拨打我公司销售热线:19900970336 或点击在线咨询 在线交谈

过硬品质,从你我做起。质量乃生产企业赖以立足之根本,大型煤泥烘干机工程质量如何保证,需要各部门环节通力协作,避免误差,并向下传导叠加,如生产制作部门在得到技术部门提供的技术制作工艺后,制作人员也要严格按照生产加工严谨科学施工,这里为大家分析下焊工在作业过程中要注意的事项:
1、焊接电流:a)使用直流电源时小10%左右;b) 焊接电流在使用酸性焊条时要小些,用碱性焊条时要大些;c)焊接电流在焊立焊缝时要小些,焊平缝要大些;d)焊接电流在使用不锈钢芯焊条时要减少20~30%。
2、使用直流电源时必须注意极性:酸性焊条宜用正接法:工件接正极。碱性焊条宜用反接法:工件接负极。
3、所用把线长30m时,使用电流达300安时,导线截面需用50mm2;所用把线长60m时,使用电流达300安时,导线截面需用70mm2。
4、引弧应在焊缝以内,焊接过程中,力求电弧短而稳定,熄弧弧坑要填满(点焊也如此)。
5、选择合理的焊接顺序,以减少变形和残余应力。
a)每条焊缝尽可能一次焊成,应避免焊一半搁一半或放置数天后再焊后几层。
b)短焊缝(长度小于300mm)以一次焊完为宜。
c)中等长度焊缝(长300~1000mm)可以采用中间分开向两端施焊。
d)长焊缝(长大于1000mm)可采用逆向分段焊,如图1。
e)大直径环焊,可采用分段对称跳焊,若是多层焊,起焊点要错开,后一层要把前一层接头盖住。
f)构件装配后,同时既有纵向又有横向焊缝时,应先焊横缝后焊纵缝。
g)构件偶然出现角焊缝与对接缝并存,则应先焊对接缝,再焊角焊缝(一般
应先将对接缝焊好后再装配)。
6、焊角在8mm以上应采用多层焊,厚板开坡口也应采用多层焊,不应一次堆很厚,以免产生夹渣、未熔合等缺陷。焊完每层,熔渣均要清除干净,若有深沟窄隙必须处理好再施焊。
7、焊接淬火、裂纹倾向较大的中碳钢、合金钢等宜采用阶梯式退火焊焊法。
8、重要焊缝在反面作封底焊前必须清根。
9、塞焊时应沿孔的边缘角先焊,逐步向中心扩展。
10、焊缝端头应封焊。
品质之行始于足下,我们不只追求技术更注重品质建设,无论从技术人才的引进、硬件加工平台的升级改造、高效有序的管理考核机制郑州东鼎都严格科学实施,东鼎为您竭诚服务。



 电话咨询
电话咨询